
3d打印吧 关注:110,675贴子:565,902


在买铝板的过程中,我又遇到了无良商人。
买了块铝板,送到的时候2个角整个卷起来了。不排除是快递暴力搬运的问题。但是,首先店家包装就有问题。各种奇葩言论,完全不能沟通。后来没办法,还是找的实体店切割。好在实体店各种近。只是不好意思上班时间出去开小差…
按照设计,铝板的加工实际是无比简单的。贴上硅胶加热板,再打4个定位孔就解决了。
这里解释个误区。很多人以为金属已一定够坚硬,板子也应该是平整的。但是,看过金属板原材料包装的就会知道,那是天方夜谭。有的是圈财切割的,有的是一大盒一大盒长方的。无论是哪种,都不会是绝对平的。甚至是达到误差要求的。所欲,在设计中,我还是在铝板上方增加了玻璃板。一方面上下料容易,一方面夹紧以后可以规范铝板的弯曲。
买了块铝板,送到的时候2个角整个卷起来了。不排除是快递暴力搬运的问题。但是,首先店家包装就有问题。各种奇葩言论,完全不能沟通。后来没办法,还是找的实体店切割。好在实体店各种近。只是不好意思上班时间出去开小差…
按照设计,铝板的加工实际是无比简单的。贴上硅胶加热板,再打4个定位孔就解决了。
这里解释个误区。很多人以为金属已一定够坚硬,板子也应该是平整的。但是,看过金属板原材料包装的就会知道,那是天方夜谭。有的是圈财切割的,有的是一大盒一大盒长方的。无论是哪种,都不会是绝对平的。甚至是达到误差要求的。所欲,在设计中,我还是在铝板上方增加了玻璃板。一方面上下料容易,一方面夹紧以后可以规范铝板的弯曲。
发现平台还是重了点。
在侧面连接件和平台铝板上进行了开孔。型材开孔的时候90°错开,这样就不会因为开排孔降低型材的结构强度了。

铝板在四周开孔,需要避开硅胶加热板。开孔需要错开,避免过多的影响强度。已经试着把Z轴电机的4988电压调到0.95V了,发热确实很厉害。好在Z轴的运行时间很短,不用太顾虑。

在侧面连接件和平台铝板上进行了开孔。型材开孔的时候90°错开,这样就不会因为开排孔降低型材的结构强度了。
铝板在四周开孔,需要避开硅胶加热板。开孔需要错开,避免过多的影响强度。已经试着把Z轴电机的4988电压调到0.95V了,发热确实很厉害。好在Z轴的运行时间很短,不用太顾虑。

 苏门答腊
苏门答腊
早上起来,看了看,发现皮带有点松了。下班回去重新调整一下预紧度。似乎零件调整的行程有点短,还需要改一下设计,更新一下调整预紧度的行程。基本有12mm就足够了。
查了一下同步齿形带手册。延伸率是多少,延伸了多少以后报废都有确定值的。
还有就是,一旦同步带完成安装,最好经常运动运动。材料疲劳这个东西,还是有静置疲劳的。
查了一下同步齿形带手册。延伸率是多少,延伸了多少以后报废都有确定值的。
还有就是,一旦同步带完成安装,最好经常运动运动。材料疲劳这个东西,还是有静置疲劳的。
在试着把大多数线路都嵌进槽里以后,发现似乎线路不够长。
我的想法是,准备把控制板固定在侧壁的位置。ATX放在下面,也就是底部的位置。
依旧是设想中的半封闭结构。毕竟一开始就准备用3.0的ABS料和0.3的挤出头。鉴于ABS材料使用时听说有巨大的味道,我觉得还是相对封闭的空间会好一点。
线路板放在侧面板的话,大多数线路的长度都不会有问题。对于ramps1.4把几个功率比较大的接口都放在同一侧的设计,让我有点费解。
看来一开始制备的电源线长度有点短。
我的想法是,准备把控制板固定在侧壁的位置。ATX放在下面,也就是底部的位置。
依旧是设想中的半封闭结构。毕竟一开始就准备用3.0的ABS料和0.3的挤出头。鉴于ABS材料使用时听说有巨大的味道,我觉得还是相对封闭的空间会好一点。
线路板放在侧面板的话,大多数线路的长度都不会有问题。对于ramps1.4把几个功率比较大的接口都放在同一侧的设计,让我有点费解。
看来一开始制备的电源线长度有点短。
最近上班忙,机器的事情做得少了。
早上上班前抽时间固定了一段限位开关的线。白天花时间思考了一下最后电源和板子的位置。
准备下班回家把电源和板子的位置换一下,顺手做好料盘的固定架。
发现这些东西其实完全是牵涉在一起的。
还有就是早上看到个回帖,同事看了一下别的资料。发现热床似乎并不需要做限流这类的事情。看固件设置和RAMPS的电路图,似乎输出是矩形方波。需要的是更改固件的输出占空比,而实际输出的电流和电压应该并不会超过热床承受的范围。
早上上班前抽时间固定了一段限位开关的线。白天花时间思考了一下最后电源和板子的位置。
准备下班回家把电源和板子的位置换一下,顺手做好料盘的固定架。
发现这些东西其实完全是牵涉在一起的。
还有就是早上看到个回帖,同事看了一下别的资料。发现热床似乎并不需要做限流这类的事情。看固件设置和RAMPS的电路图,似乎输出是矩形方波。需要的是更改固件的输出占空比,而实际输出的电流和电压应该并不会超过热床承受的范围。

双休日花了点时间,装了3面外壳。
重新安置了ATX的位置,控制板还没安装回去。

用剩余的型材搭了料盘架和电源接线板架。
好像有个事情一直没有说过。就是挤出机的问题。由于我设计的时候,打算让机器用3.0的料。但是买挤出机的时候却没找到为3.0的料做的挤出机。还有就是,那时候也根本没注意这个。后来发现挤出机进料孔是2.0直径,用来进1.75的料的。最后还是把孔扩大到3.5。还有就是气动接头的问题。气动接头和进料管的直径一般是匹配的,用来进1.75的料。我用了3.0的料,进料管也粗了不少。我记得进料管是6.0直径,也就是说,气动接头上的塑料连接头不能用了。而这个连接头其实是很重要的。一方面用来连接进料管,一方面能让气动接头和进料管成一个半浮式连接。这里,我在挤出头和挤出机同进料管连接的位置附近都增设了限位零件。只需要限制轴向位移,径向位移在一定范围内即可。
进料管是比拿掉塑料接头的气动接头内孔还要大一些。直接插进去基本只能期待大力出奇迹。我是把进料管头在煤气炉上加热到变软,然后塞进气动接头。这样管口基本会在冷凝以后保持不错的形状。但是,不用指望连接强度有多高。毕竟6.0的进料管本身材料刚性摆在那里,挤出头总成运动多几次,送料管就松脱了。这部分必须要有专门零件固定。还有就是,气动接头内部有个止回瓣圈。我量过,用1.75的料,基本可以忽略这个零件的存在。但是用3.0的料,会造成卡料。挤出机的力量不够大,就会导致材料卡在止回瓣圈里。最讨厌的是,即使正方向能过去,回抽的时候料会直接被这个零件插死。我顺手剪了一段模型的流道,把止回瓣圈捅出来了。
重新安置了ATX的位置,控制板还没安装回去。
用剩余的型材搭了料盘架和电源接线板架。
好像有个事情一直没有说过。就是挤出机的问题。由于我设计的时候,打算让机器用3.0的料。但是买挤出机的时候却没找到为3.0的料做的挤出机。还有就是,那时候也根本没注意这个。后来发现挤出机进料孔是2.0直径,用来进1.75的料的。最后还是把孔扩大到3.5。还有就是气动接头的问题。气动接头和进料管的直径一般是匹配的,用来进1.75的料。我用了3.0的料,进料管也粗了不少。我记得进料管是6.0直径,也就是说,气动接头上的塑料连接头不能用了。而这个连接头其实是很重要的。一方面用来连接进料管,一方面能让气动接头和进料管成一个半浮式连接。这里,我在挤出头和挤出机同进料管连接的位置附近都增设了限位零件。只需要限制轴向位移,径向位移在一定范围内即可。
进料管是比拿掉塑料接头的气动接头内孔还要大一些。直接插进去基本只能期待大力出奇迹。我是把进料管头在煤气炉上加热到变软,然后塞进气动接头。这样管口基本会在冷凝以后保持不错的形状。但是,不用指望连接强度有多高。毕竟6.0的进料管本身材料刚性摆在那里,挤出头总成运动多几次,送料管就松脱了。这部分必须要有专门零件固定。还有就是,气动接头内部有个止回瓣圈。我量过,用1.75的料,基本可以忽略这个零件的存在。但是用3.0的料,会造成卡料。挤出机的力量不够大,就会导致材料卡在止回瓣圈里。最讨厌的是,即使正方向能过去,回抽的时候料会直接被这个零件插死。我顺手剪了一段模型的流道,把止回瓣圈捅出来了。

对于有人质疑滑块结构的问题。其实这个东西零件多少和可靠性之间的关系,基本依靠安装手法。至于能不能想通,这其实是经验和思维方式的分水岭。

先放一下CAD图。
很清晰的,3个零件。导轨支座,箱式轴承和一段型材。这部分在设计的时候,我考虑的只有1件事,就是可行性。很简单的,只要把所有必要条件罗列出来,可行性就很明显了。3个零件,2个配合,4个配合面。箱式轴承和型材的配合面,这2者的平面度都是有保证的。导轨支座和型材的配合面,这2者的平面度也是有保证的。然后型材上,这2个配合面的垂直度,也一样是有保证的。同理,箱式轴承配合面和导轨支座配合面的垂直度也是有保证的。
然后,考虑可能出问题的地方。箱式轴承和型材的同轴度,导轨支座和型材的垂直度,不确定因素就只剩下这2个了。要保证这2个数据,需要做的功课也很简单。测绘,得到型材的所有形位数据。在买型材之前,页面上提供了这部分数据。建模的时候套用就可以。复核数据,材料拿到手以后用量具测量就行。实际测量结果说明页面提供的数据是可靠的。
后面就是安装手法的问题了。其实,也很简单。误差,来自于加工。越少的加工越容易减小误差。原本设计的时候,这个型材零件商需要开6个孔。因为可靠性问题,我修改以后的设计,就只需要开4个孔了。
剩下的就容易了。定位,在型材上先定一个孔位。其实箱式轴承的4个孔并不需要全都紧固螺丝。这个设计的载荷,根本用不到额定紧固力矩,更不要谈紧固以后的变形了。实际上只需要对角2个螺丝紧固就可以保证连接可靠性了。不过,处女座嘛,拧上4个螺丝呗。
至于开孔的定位,按照设计做就是了。最主要的就是基准的选定。我用的是导轨支座配合面做基准面。划线,样冲定位,小直径钻头打通再扩孔。很多人不见得明白扩孔的意义。首先,我手头就只有手枪钻,并没有台钻这种东西。所以,受限于手臂力量,这里会有误差。直径越大的钻头,在钻孔的时候由于震动造成的位移越大。本身,设计的孔径是4mm,我用2mm钻头先打通。然后换了3.5mm钻头扩孔。这个直径的螺纹直接用螺丝攻丝就足够了。毕竟是铝材。
而这里比较容易出问题的并不是在4个孔的相对位置,而是在安装上面。紧固件的紧固是有个过程的。看你手上的手感。扳手觉得沾到一点力,这时候,零件用点力还能移动。只需要把4个螺丝种的1个紧固到这个程度,然后按照基准面调增箱式轴承的位置。调整完成以后,稍微再紧固一点,把剩下3个也紧固到刚好沾到一点力的程度。再把第一个螺丝完全拧紧。最后,拧紧剩下的3个就可以了。至于导轨支座的安装,同理箱式轴承的安装。
先放一下CAD图。
很清晰的,3个零件。导轨支座,箱式轴承和一段型材。这部分在设计的时候,我考虑的只有1件事,就是可行性。很简单的,只要把所有必要条件罗列出来,可行性就很明显了。3个零件,2个配合,4个配合面。箱式轴承和型材的配合面,这2者的平面度都是有保证的。导轨支座和型材的配合面,这2者的平面度也是有保证的。然后型材上,这2个配合面的垂直度,也一样是有保证的。同理,箱式轴承配合面和导轨支座配合面的垂直度也是有保证的。
然后,考虑可能出问题的地方。箱式轴承和型材的同轴度,导轨支座和型材的垂直度,不确定因素就只剩下这2个了。要保证这2个数据,需要做的功课也很简单。测绘,得到型材的所有形位数据。在买型材之前,页面上提供了这部分数据。建模的时候套用就可以。复核数据,材料拿到手以后用量具测量就行。实际测量结果说明页面提供的数据是可靠的。
后面就是安装手法的问题了。其实,也很简单。误差,来自于加工。越少的加工越容易减小误差。原本设计的时候,这个型材零件商需要开6个孔。因为可靠性问题,我修改以后的设计,就只需要开4个孔了。
剩下的就容易了。定位,在型材上先定一个孔位。其实箱式轴承的4个孔并不需要全都紧固螺丝。这个设计的载荷,根本用不到额定紧固力矩,更不要谈紧固以后的变形了。实际上只需要对角2个螺丝紧固就可以保证连接可靠性了。不过,处女座嘛,拧上4个螺丝呗。
至于开孔的定位,按照设计做就是了。最主要的就是基准的选定。我用的是导轨支座配合面做基准面。划线,样冲定位,小直径钻头打通再扩孔。很多人不见得明白扩孔的意义。首先,我手头就只有手枪钻,并没有台钻这种东西。所以,受限于手臂力量,这里会有误差。直径越大的钻头,在钻孔的时候由于震动造成的位移越大。本身,设计的孔径是4mm,我用2mm钻头先打通。然后换了3.5mm钻头扩孔。这个直径的螺纹直接用螺丝攻丝就足够了。毕竟是铝材。
而这里比较容易出问题的并不是在4个孔的相对位置,而是在安装上面。紧固件的紧固是有个过程的。看你手上的手感。扳手觉得沾到一点力,这时候,零件用点力还能移动。只需要把4个螺丝种的1个紧固到这个程度,然后按照基准面调增箱式轴承的位置。调整完成以后,稍微再紧固一点,把剩下3个也紧固到刚好沾到一点力的程度。再把第一个螺丝完全拧紧。最后,拧紧剩下的3个就可以了。至于导轨支座的安装,同理箱式轴承的安装。
IP属地:上海 35楼2016-04-14 14:00
35楼2016-04-14 14:00
收起回复
其实,有人觉得这个不现实,是因为没有这个思路。从设计到验证再到实际操作,稍微动动脑子就能知道怎么解决这些问题了。
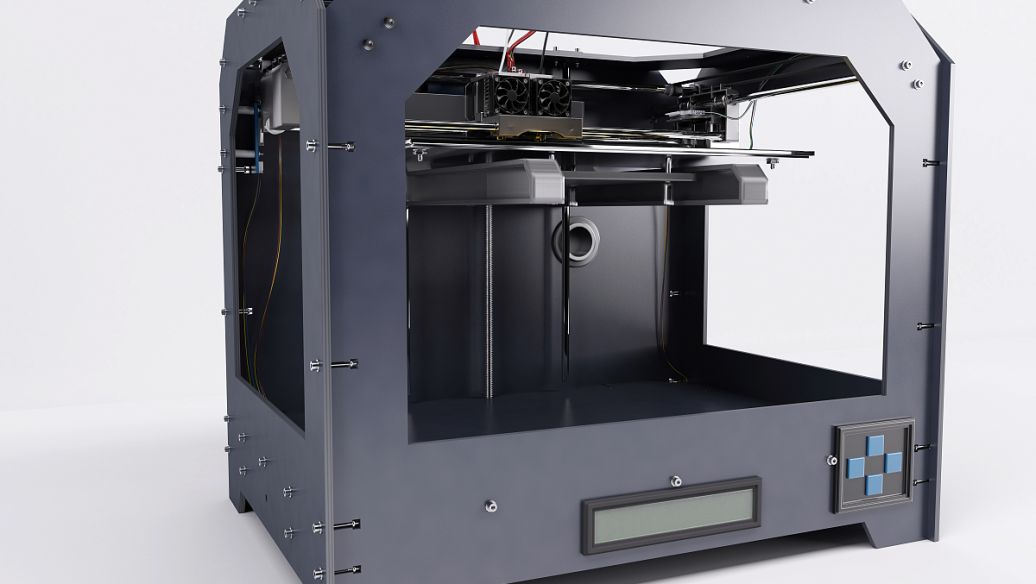
放一个实际安装好以后的照片。

基本这个机器的外框架装完以后,我已经把眼力练到可以看出偏差的程度了。大多数时候,肉眼观察的精度已经接近卡尺的精度了。题外话,题外话~
实际安装好以后,我测量过在4个方向的4个滑块相对于框架的形位偏差。比想象当中精准得多。
至于同步带的连接,我觉得根本没必要再说了。下面预留的槽足够固定同步带和调整用零件了。
其实,这里有个很多人都忽略的问题。同步带有个调整松紧的机构,而大多数人在设计的时候要么没有这个机构,要么就是有了这个机构缺只固定了一端。没有这个机构,调整松紧度就会成问题。只固定一端,其实是个很不明智的行为。2端都固定以后,双方向运动的力都会直接作用在滑块上。而只固定一段,调整端受到的力,会在其中一个方向运行或者变向的时候产生滑块运动的滞后。而对这个滞后值产生直接影响的有2个变量,一个是同步带的长度,一个是运行时间。长度不难理解,同步带的伸缩率,也就是单位长度在单位载荷下的伸长尺寸是恒定的。长度越长,伸缩量越大。这是第一个变量。我做的这个尺寸的机器,这个量在完成松紧度调整后,依旧可以观察到。解决的方法就是把机器速度设置得慢一些。另一个变量,就是运行时间。所有材料都会因为载荷变形,或大或小,但是都存在而且随时间增加。同步带也不例外。时间越长越松。至于对运动滞后的影响,可以试着把同步带放松。这时候推动滑块换向,可以很清楚的看到同步带运动有个滞后。这是宏观上的,调整完松紧度以后的滞后,基本类似于微观上的这种滞后。但是实际使用的时候换向不会是个偶尔的事情。影响的地方也不会少。
调整松紧度这个东西,还是要按照自己的机器尺寸来的。不同的尺寸需要达到的松紧度区别还是不小的。
放一个实际安装好以后的照片。
基本这个机器的外框架装完以后,我已经把眼力练到可以看出偏差的程度了。大多数时候,肉眼观察的精度已经接近卡尺的精度了。题外话,题外话~
实际安装好以后,我测量过在4个方向的4个滑块相对于框架的形位偏差。比想象当中精准得多。
至于同步带的连接,我觉得根本没必要再说了。下面预留的槽足够固定同步带和调整用零件了。
其实,这里有个很多人都忽略的问题。同步带有个调整松紧的机构,而大多数人在设计的时候要么没有这个机构,要么就是有了这个机构缺只固定了一端。没有这个机构,调整松紧度就会成问题。只固定一端,其实是个很不明智的行为。2端都固定以后,双方向运动的力都会直接作用在滑块上。而只固定一段,调整端受到的力,会在其中一个方向运行或者变向的时候产生滑块运动的滞后。而对这个滞后值产生直接影响的有2个变量,一个是同步带的长度,一个是运行时间。长度不难理解,同步带的伸缩率,也就是单位长度在单位载荷下的伸长尺寸是恒定的。长度越长,伸缩量越大。这是第一个变量。我做的这个尺寸的机器,这个量在完成松紧度调整后,依旧可以观察到。解决的方法就是把机器速度设置得慢一些。另一个变量,就是运行时间。所有材料都会因为载荷变形,或大或小,但是都存在而且随时间增加。同步带也不例外。时间越长越松。至于对运动滞后的影响,可以试着把同步带放松。这时候推动滑块换向,可以很清楚的看到同步带运动有个滞后。这是宏观上的,调整完松紧度以后的滞后,基本类似于微观上的这种滞后。但是实际使用的时候换向不会是个偶尔的事情。影响的地方也不会少。
调整松紧度这个东西,还是要按照自己的机器尺寸来的。不同的尺寸需要达到的松紧度区别还是不小的。
IP属地:上海36楼2016-04-14 14:23
收起回复
扫二维码下载贴吧客户端
下载贴吧APP
看高清直播、视频!
看高清直播、视频!
贴吧热议榜
- 1解放军联合演训释放什么信号2144173
- 2小米股价为何突然暴跌1474173
- 3活侠传和苏丹的游戏谁更会恶心玩家1360606
- 4愚人节告白失败成小丑1244475
- 5口吧笑传之航吧老哥是我爸999648
- 6Faker捐款5000万韩元被骂抠门921564
- 7苏丹粉丝不承认游戏夹带私货813604
- 8俄罗斯多地爆发神秘病毒793821
- 9mujica第三季制作的原因找到了743000
- 10怪猎荒野中配确定5月更新634429








